

Crankshaft Overhauling-
The crankshaft in a diesel engine is used to change the up-and-down motion of the pistons and connecting rods to usable rotary motion at the flywheel. It is called a crankshaft because it is made with cranks or throws (an offset portion of the shaft), with a rod journal (that connects rod bearing surfaces) machined or manufactured on the end. Different designs and different throw arrangements are used, determined by the number of engine cylinders and engine configuration, such as in-line or V-design. On the end, generally, the rear of the shaft, a flywheel (a heavy metal wheel) will be attached. Attached to the opposite end will be the vibration damper. This assembly is mounted on the bottom of the engine block by the main bearings.
Before any measurements are made on the crankshaft it should be thoroughly cleaned.
The best cleaning method is the hot chemical cleaning tank. Before placing the crankshaft in the hot tank you should :
1. Remove all oil passageway plugs.
2. Remove all seal wear sleeve, if present.
3. Remove the transmission pilot bearing or bushing (if mounted in the crankshaft).
1. Using a stiff bristle brush to clean oil passageways and drillings.
2. Use a steam cleaner or high-pressure washer to clean the entire shaft.
3. Use compressed air to blow out all oil passageways and blow dry the entire crankshaft.
Procedure for visual inspection-
The crankshaft should be visually inspected at this time for the following :
1. Check for cracked or worn front hub key slots.
2. Check the rod and main bearing journal visually for excessive scoring and bluing.
3. Check crankshaft dowel pin holes for cracks and size.
4. Check down pins for wear or damage and snug fit into the crankshaft.
5. Check around all oil supply holes for cracks.
6. Check the area on the shaft where oil seals ride (front and rear). If a worn sleeve is used, it should be replaced. If the wear sleeve is not used and the shaft has a deep groove in it, the groove should be smoothed out with emergy paper.
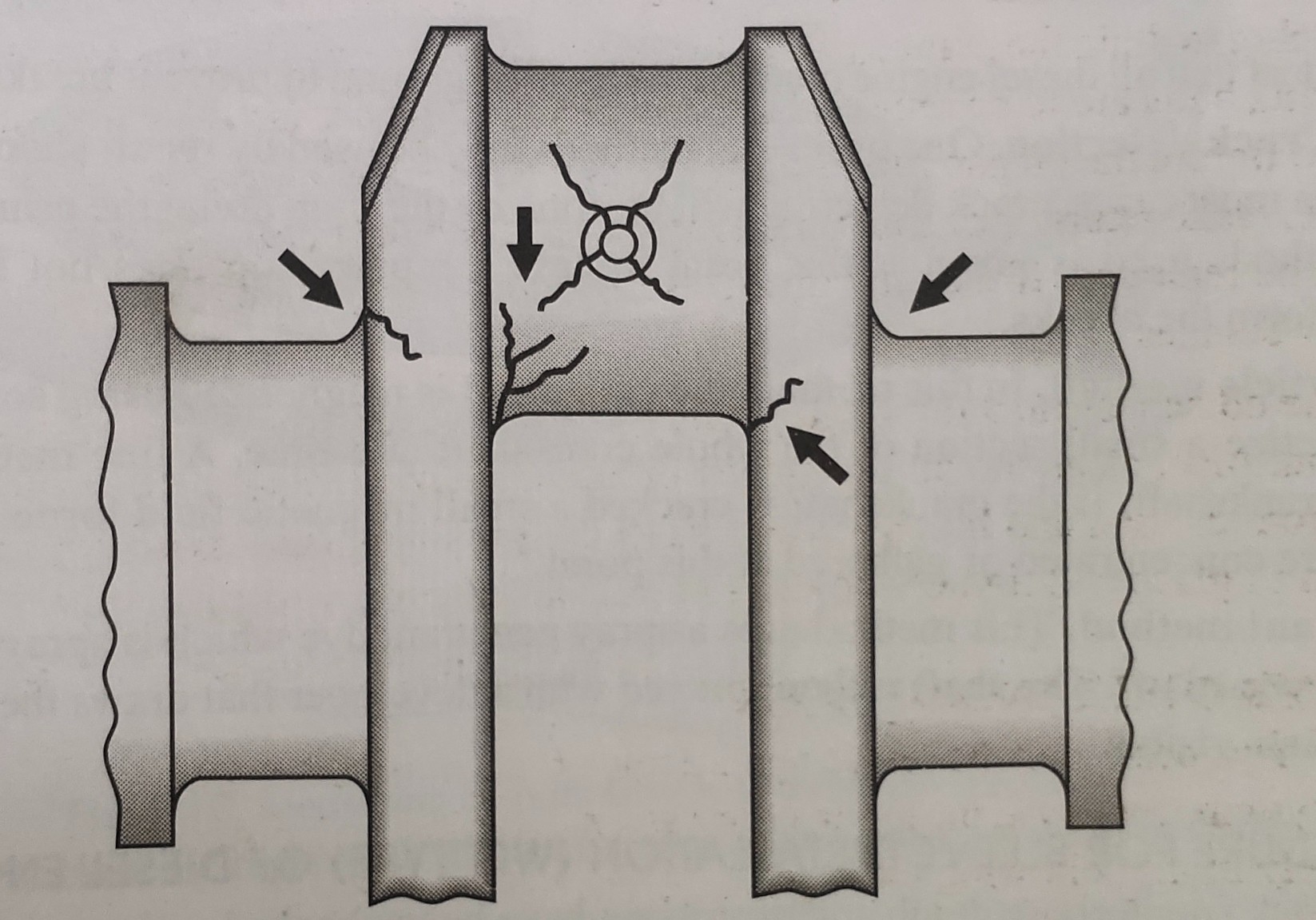 |
| Fatigue cracks on Crankshaft |
Note-
If at this point you find that the crankshaft is unfit for further use or needs reconditioning, an effort should be made to determine what caused the crankshaft wear or damage so that problem can be remedied before a new or reground shaft is installed.
The following steps should be used in determining what may have caused the damage to the crankshaft and main bearings :
1. Inspect old main and connecting rod bearings.
2. Check bearings and shaft for evidence of insufficient lubrication.
3. Check bearings and shaft for evidence of improper assembly.
4. Check the block line bore as outlined in the block section.
5. If the crankshaft was broken, check the vibration damper.
Inspection for measurement-
Out of roundness-
Journal taper-
Crankshaft thrust surfaces-
Note-
Thrust surfaces may be reconditioned or reground if they are scored or rough. Most shops are equipped to regrind crankshafts and can perform this repair. It must be remembered that after the thrust surface has been reground an oversize thrust bearing will be required.
If it is to be reconditioned, it should be taken to an automotive machine shop specializing in this type of work. It is recommended that a shop be selected that can grind the fillets (area between the crank check and journal) in addition to the crankshaft journals and that can make some type of magnetic or electrical check for cracks.
Caution-
It is a must that all diesel engine crankshafts be fillet ground to prevent breakage of the crankshaft.
The procedure of crank detection-
One of several methods may be used by repair shops to check for cracks in a crankshaft. In most cases, crack detecting will be done by the shop doing the grinding. An explanation of two popular methods used is given at this point in case a repair shop does not have the equipment and capability to perform the checks.
Magnetic particle method-
In this method, the crankshaft is magnetized using a sonic type of electrical magnet to magnetize a small section of the whole crankshaft at a time. A fine metallic powder is then sprayed on the crankshaft. If the crankshaft is cracked a small magnetic field forms at the crack and the metal particles are concentrated or gathered at this point.
Spray penetrant method-
This method uses a spray penetrant dye which is sprayed on the crankshaft and the excess is wiped off. The shaft is then sprayed with a developer that draws the penetrant out of the cracks, making them visible.

Do comment here